Application routing
Kemppi welding applications for reliable production planning
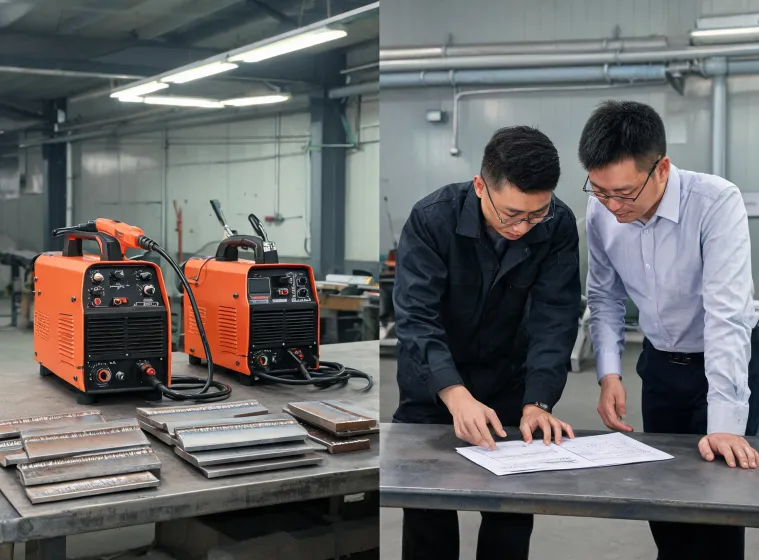
Use this page to translate a welding job into equipment requirements. The layout follows a story structure, but the content is focused on applications: what the operator sees, what the buyer must approve and what the machine package must support once it reaches the shop floor.